DESIGNERS AND PRODUCERS HAVE TO KNOW THE PECULIARITIES OF THE PRODUCTS TO BE HOT-DIP GALVANIZED AND CONSULT WITH AS GALV-EST EXPERTS WHEN NEEDED.
Dimensions of the products:
The dimensions of the product to be hot-dip galvanized depend on the dimensions of the treatment baths and zinc baths used, and the Galv-Est plant gives the following recommended dimensions for the product or structure: 1,500 mm (width) x 2,700 mm (height) x 13,500 mm (length) and a max weight of 12 tonnes. Galvanizing of longer products is possible but in that case the plant has to be consulted extensively, and a double dipping of the product has to be considered necessary, which is not always permitted and includes additional costs.
Composite structures:
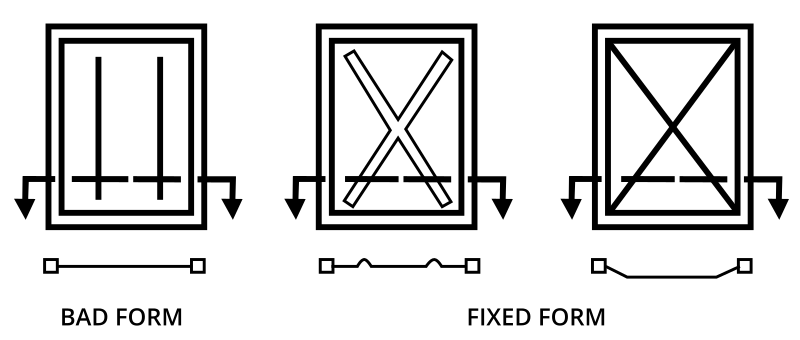 The best results are gained with a product that has been designed in such a way that the mass and axes of the geometric symmetry of the connected components coincide, since materials expand during the heating process and an uneven linear expansion may cause the product to warp. The use of materials of different thickness in the compound structures should also be avoided. If, for instance, intermittent welding is used to combine a massive profile that heats up slowly to a light profile material, then the latter one, which heats up faster, will warp due to linear expansion, which is usually permanent. Similarly, also, U-beams will warp during hot-dip galvanizing due to the faster heating of the sides of the box, but such deformations are relatively easily rectified.
The best results are gained with a product that has been designed in such a way that the mass and axes of the geometric symmetry of the connected components coincide, since materials expand during the heating process and an uneven linear expansion may cause the product to warp. The use of materials of different thickness in the compound structures should also be avoided. If, for instance, intermittent welding is used to combine a massive profile that heats up slowly to a light profile material, then the latter one, which heats up faster, will warp due to linear expansion, which is usually permanent. Similarly, also, U-beams will warp during hot-dip galvanizing due to the faster heating of the sides of the box, but such deformations are relatively easily rectified.
It is also important that products made out on thin metal sheets are strengthened against deformation. In this case, better results are achieved with strengthening through bending; the use of profile steel support fins should be avoided.
Hollow structures:
When using hot-dip galvanizing it is important to know that the use of closed off profiles is very dangerous, since the closed in air usually causes the item to break open when it expands. It is also important that hollow products have openings for the draining of the liquid zinc in order to prevent waste and to keep the weight of the product from increasing too much. Without these openings galvanizing is not possible. Therefore products are designed with ventilation and drainage openings, which are based, above all, on the position in which the product is lowered into the bath.
If the design allows for it then the drainage openings should be as big as possible.
Examples for determining the locations of ventilation openings:
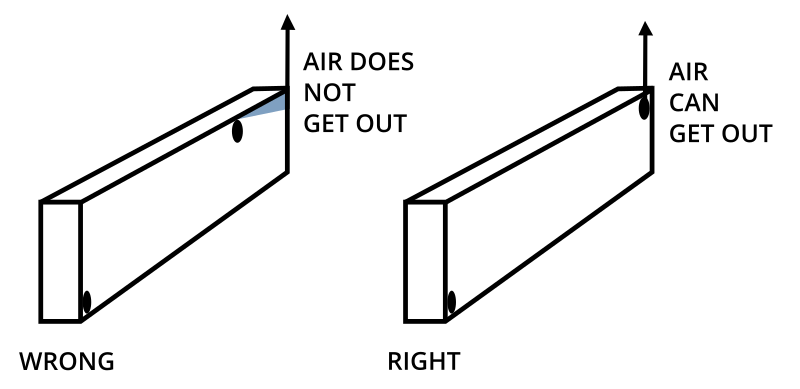
For each hollow structure, there has to be an opening in the highest and lowest part of the structure when being dipped; see the following illustration:

Table for draining and ventilation holes for different types of construction with hollow sections – recommended minimums:
| Pipe diameter mm | Pipe length and holes diameter mm | |||
| 3m | 6m | 9m | 12m | |
| 20 | 10 | ends open | ends open | ends open |
| 30 | 12 | ends open | ends open | ends open |
| 40 | 14 | 20 | ends open | ends open |
| 60 | 16 | 24 | 32 | ends open |
| 80 | 20 | 30 | 40 | 50 |
| 100 | 25 | 40 | 50 | 60 |
| 120 | 30 | 50 or 2 x 30 | 60 or 2 x 40 | 70 or 2 x 50 |
| 160 | 40 | 60 or 2 x 40 | 80 or 2 x 50 | 90 or 2 x 60 |
| 200 | 50 | 80 or 4 x 30 | 100 or 4 x 40 | 120 or 4 x 50 |
| 250 | 60 | 100 or 4 x 40 | 120 or 4 x 50 | 140 or 4 x 60 |
| 300 | 75 | 120 or 4 x 50 | 150 or 4 x 60 | 160 or 4 x 70 |
 Containers and vessels:
Containers and vessels:
Containers that have their inner surface hot-dip galvanized have to have openings that allow for the fast inflow, outflow, and complete emptying of the liquid zinc (for a closed reservoir of one square-metre there has to be an opening with a diameter of at least 40 mm).
The required sizes of the drainage openings depend on the volume of the container, as follows:
| Volume litres |
One drainage opening Ø mm | Two drainage openings Ø mm | Ventilation opening Ø mm |
| 500 | 80 | 25 | |
| 1000 | 115 | 2×80 | 40 |
| 1500 | 140 | 2×100 | 45 |
| 2000 | 160 | 2×115 | 55 |
| 2500 | 175 | 2×125 | 60 |
| 3000 | 200 | 2×140 | 70 |
| 3500 | 225 | 2×150 | 75 |
| 4000 | 225 | 2×160 | 80 |
| 4500 | 240 | 2×170 | 85 |
| 5000 | 250 | 2×175 | 90 |
| 5500 | 265 | 2×185 | 95 |
| 6000 | 280 | 2×200 | 100 |
| 7000 | 300 | 2×220 | 110 |
| 8000 | 325 | 2×225 | 115 |
| 9000 | 350 | 2×240 | 120 |
| 10000 | 350 | 2×250 | 125 |