In hot-dip galvanizing, joints which have not been sealed through welding must generally be avoided since the acid that is used for treatment gets into the openings but the required zinc layer does not form. Those places will be the sources of corrosion on the product.
It must be taken into consideration that the air trapped between the joined surfaces will expand during galvanizing and may deform the product. Therefore, the sealed joint area of two planes must not exceed 70 cm2. If the design requires the welding of a larger surface a ventilation opening has to be provided. It is also not recommended to galvanize riveted or bolted pre-fabricated products as in that case the joint surface will not be galvanized and the joints may break during cooling.
When planning any openings it must be taken into consideration that the zinc layer will decrease the diameter of the opening; refer to the following table:
| Dimensions shaft/spindle | Recommended radial- clearance in the opening |
| kuni 10 mm | 1 mm |
| 10-30 mm | 2 mm |
| üle 30 mm | 2-2,5 mm |
When designing threaded parts the zinc layer has to be taken into account, therefore threaded openings have to have positive dimensions and bolts negative dimensions before galvanizing. Special threading dies and bores have to be used to process the openings; contact the dealer for more information.
You may also refer to the following table:
| Recommended thread under-cut (diameter) | |
| After galvanizing | Before galvanizing |
| up to M22 | 0,40 mm |
| M24 | 0,45 mm |
| M27 | 0,50 mm |
| M30 | 0,55 mm |
| M36 | 0,60 mm |
| M36-M48 | 0,80 mm |
| M48-M64 | 1,00 mm |
For small threaded openings, the thread is cut after galvanizing. For large threaded openings, the thread has to be over-cut after galvanizing. It is also possible to protect the threaded parts with tape or fireproof silicon before dipping into the zinc bath.
An important and oft-forgotten requirement for hot-dip galvanized products is the prevention of so-called pouches that form during dipping. If the product is raised out of the molten zinc without having openings for draining, pouches and corners will form in which hardened zinc and zinc ash particles will collect and get stuck, these have an impact on the appearance of the product and are unacceptable for regular clients. Such joints have to be designed with the necessary draining openings or with open joint ends.
During the design phase, it should be kept in mind that the product will be raised out of the zinc bath at a 25…30-degree angle to allow the zinc to drain and to prevent drops from forming. The design of the draining openings for excess zinc should be based on that consideration.
To have minimal internal stress on long beams, the lifting points should be positioned as follows:
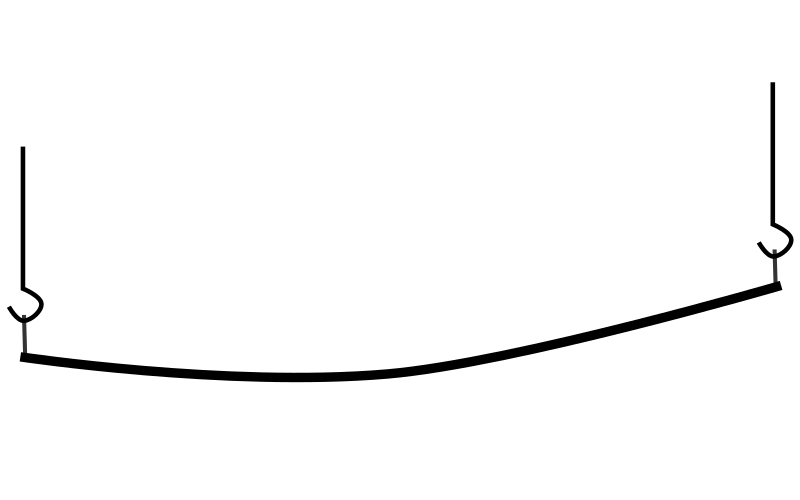
If the lifting points are near the ends of long beams, they may cause deformation of the beam: