ALTHOUGH A HOT-DIP GALVANIZED SURFACE IS RELATIVELY DAMAGE RESISTANT THERE ARE SPECIAL REQUIREMENTS FOR HANDLING SUCH STEEL PRODUCTS.
Hot-dip galvanized products are checked in the factory after the galvanizing and excess zinc and ash particles are removed. Upon request, and for an additional fee, when the quality requirements are high (products that will be painted) the zinc surface will be polished to eliminate unevenness without causing damage to the layer beneath it. If, during the galvanizing process, surfaces are formed where the molten zinc has not adhered to and if their size is within permissible limits, they will be covered with zinc protection. According to norms, up to 0.5 % of the galvanized surface may be left without a zinc cover and a single uncovered area must not exceed 10 cm². Areas without a zinc layer that do not exceed 50 mm² do not have to be covered since during the active oxidization of the zinc these areas of the surface will be covered with a protective layer of zinc oxide, which protects against corrosion. If the structures have been produced out of steel with an unsuitable composition and do not have the required openings, the producer must settle for lower quality as a result. The galvanizing company may, in agreement with the client and for extra costs, make the required openings.
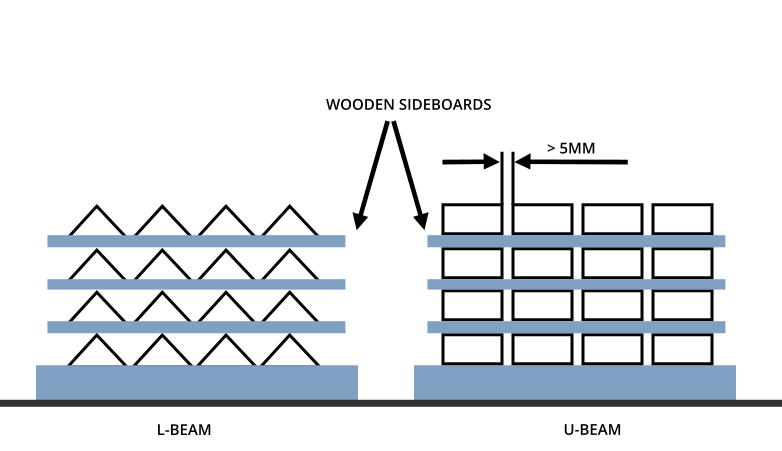
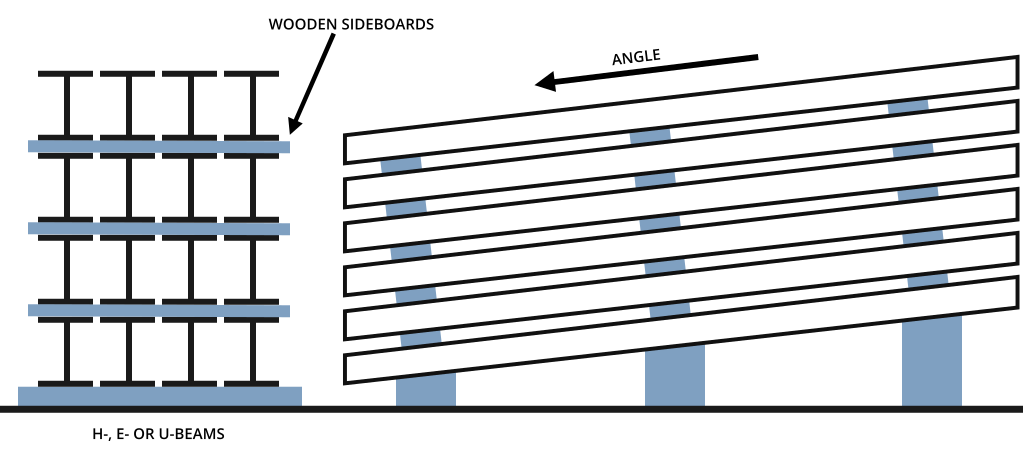
When storing and transporting galvanized products, damage to the surface and permanent deformations must be avoided. Freshly galvanized surfaces must not come into contact with each other and there must be enough room for ventilation.
Illustrations for storing and packaging: