 Beforehand it should be known to which environmental requirements the product must adhere and what the desired durability of the surface must be. The thickness of the zinc layer can be controlled with the type of steel selected.
Beforehand it should be known to which environmental requirements the product must adhere and what the desired durability of the surface must be. The thickness of the zinc layer can be controlled with the type of steel selected.
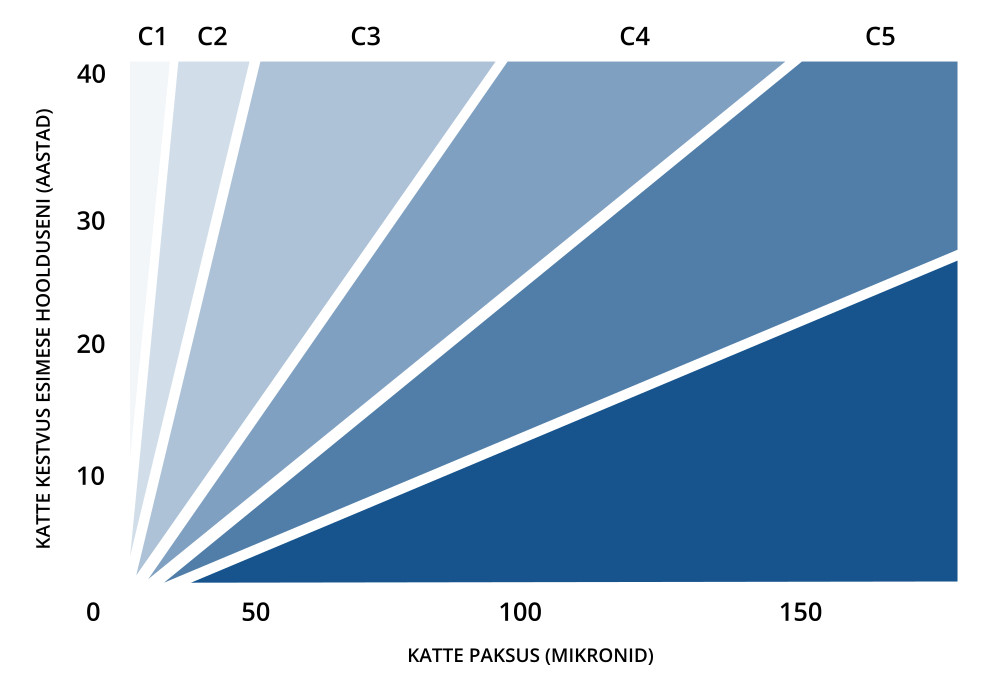
As is the case with painting, it is important to know the weather or environmental conditions which the hot-dip galvanized steel structure will be subjected to. The following table shows how to determine the corrosion protection levels of a product and gives an estimate on the durability of the coating.
| ISO 14713 Corrosion category | Typical outdoor environment | Average corrosion level of the zinc µm/year | ISO 14713 Corrosion level description |
| C1 | Solitary mountain regions, dry inland | <0.1 | Very low |
| C2 | Dry/country/city, inland – occasional condensation | 0.1 – 0.7 | Low |
| C3 | Coastal regions, high humidity inland | 0.7 – 2 | Average |
| C4 | Seaside (low wind), swimming pools | 2 – 4 | High |
| C5 | Seaside (riffles)/land wind | 4 – 8 | Very high |