PROJEKTEERIJAD JA TOOTJAD PEAVAD TEADMA KUUMTSINGITAVATE TOODETE ERISUSI JA VAJADUSEL KONSULTEERIMA AS GALV-ESTi TSINKIMISTEHASE SPETSIALISTIDEGA.
Toodete gabariidid:
Tsingitava toote gabariidid sõltuvad tehnoloogias kasutatavate töötlemisvannide ja tsingivanni gabariitidest ja Galv-Est tehas pakub toote või koostu maksimaalseks soovituslikuks suuruseks 1500 mm (laius) x 2700 mm (kõrgus) x 13500 mm (pikkus) ja maksimaalseks kaaluks 12 tonni. Ka pikemaid tooteid on võimalik tsinkida, kuid sellisel juhul tuleb tehasega täpsemalt konsulteerida ning arvestada tuleb kahekordse toote kastmisega kuumtsinki, mis ei ole mitte alati lubatud ning millega kaasnevad ka lisakulutused.
Liitkonstruktsioonid:
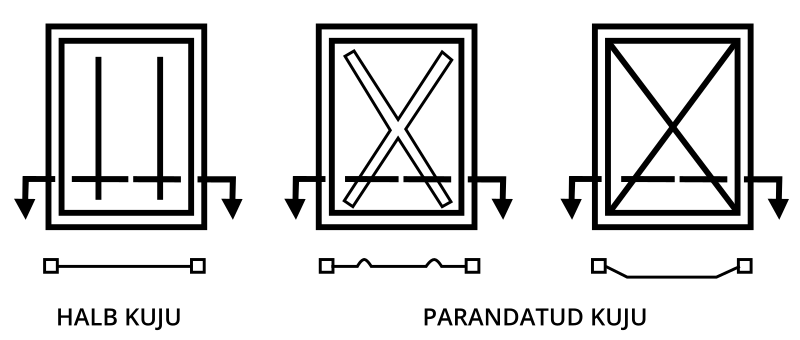 Parima tulemuse annab selliselt projekteeritud toode, kus omavahel seotud koostude massi ja geomeetrilise sümmeetria teljed langevad kokku, kuna kuumutusprotsessis materjalid paisuvad ja ajaliselt ebaühtlane joonpaisumine võib toote kõverdada. Vältida tuleks ka oluliselt erinevate materjalipaksuste kasutamist liidetavates profiilides. Näiteks kui liita katkendkeevitusega massiivne profiil, mis kuumeneb aeglaselt, kerge profiilmaterjaliga, siis viimane kiiremini kuumenedes kõverdab toote joonpaisumise tõttu ja tavaliselt on see jääv deformatsioon. Nii näiteks kõverduvad ka U- terased kuumtsinkimisel karbi külgede kiirema soojuspaisumise tõttu, kuid need deformatsioonid on suhteliselt kergesti õgvendatavad.
Parima tulemuse annab selliselt projekteeritud toode, kus omavahel seotud koostude massi ja geomeetrilise sümmeetria teljed langevad kokku, kuna kuumutusprotsessis materjalid paisuvad ja ajaliselt ebaühtlane joonpaisumine võib toote kõverdada. Vältida tuleks ka oluliselt erinevate materjalipaksuste kasutamist liidetavates profiilides. Näiteks kui liita katkendkeevitusega massiivne profiil, mis kuumeneb aeglaselt, kerge profiilmaterjaliga, siis viimane kiiremini kuumenedes kõverdab toote joonpaisumise tõttu ja tavaliselt on see jääv deformatsioon. Nii näiteks kõverduvad ka U- terased kuumtsinkimisel karbi külgede kiirema soojuspaisumise tõttu, kuid need deformatsioonid on suhteliselt kergesti õgvendatavad.
Oluline on ka õhukesest lehest toodete jäigastamine deformatsioonide vältimiseks. Siin annab parima tulemuse painutustega tugevdamine, vältida tuleks keevitatud profiilterastest jäikusribide kasutamist.
Õõneskonstruktsioonid:
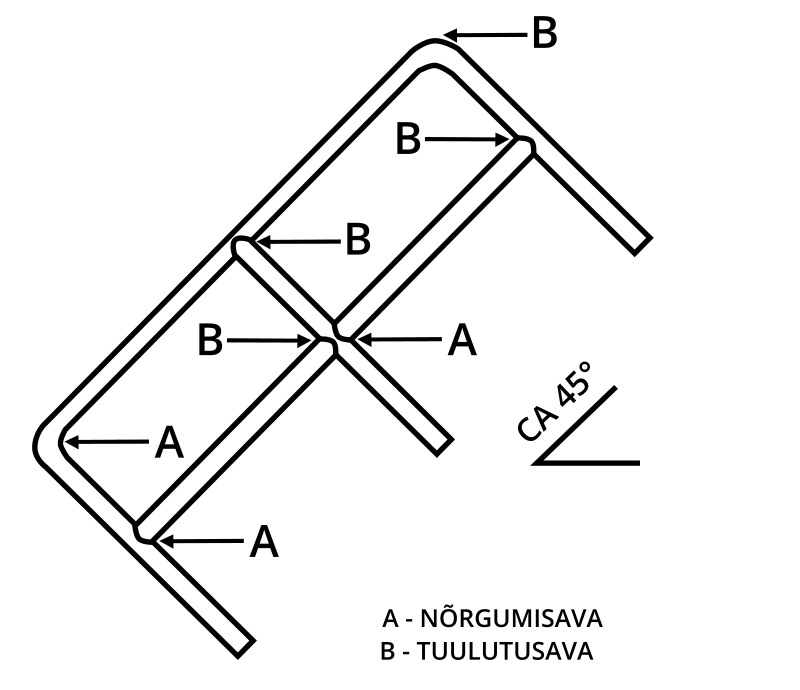
Kuumtsinkimisel on oluline teada, et suletud õõnsustega profiilide kasutamine protsessi käigus on üliohtlik ja tavaliselt järgneb sellise toote kuuma tsinki kastmisel suletud õhu kiire paisumise tõttu purunemine. Samuti on tähtis see, et õõnestootel oleksid ka tsingi väljavoolamise ehk nõrgumisavad, mis väldib tsingi raiskamist ja toote kaalu liigse suurenemise ning ilma nende avadeta ei saagi detaile tsinkida. Eelneva tõttu projekteeritakse tootele vastavad õhutuse ja tsingi nõrgumisavad ning nende asukoht tuleneb ennekõike toote vanni kastmise asendist.
Kui konstruktiivselt on võimalik, tuleks tuulutusavad teha alati võimalikult suured.
Näiteid tuulutusavade asukohtade määramiseks:

Kõigi õõnsuste kastmisasendi ülemises ja alumises punktis peab olema ava vastavalt alljärgnevale soovitusele:
Nõrgumis- ja tuulutusavade suuruse tabel erinevat tüüpi õõnsussektsioonidele – soovitatud miinimumid:
| Toru läbimõõt mm | Toru pikkus ja avade läbimõõt mm | |||
| 3m | 6m | 9m | 12m | |
| 20 | 10 | otsad lahti | otsad lahti | otsad lahti |
| 30 | 12 | otsad lahti | otsad lahti | otsad lahti |
| 40 | 14 | 20 | otsad lahti | otsad lahti |
| 60 | 16 | 24 | 32 | otsad lahti |
| 80 | 20 | 30 | 40 | 50 |
| 100 | 25 | 40 | 50 | 60 |
| 120 | 30 | 50 või 2 x 30 | 60 või 2 x 40 | 70 või 2 x 50 |
| 160 | 40 | 60 või 2 x 40 | 80 või 2 x 50 | 90 või 2 x 60 |
| 200 | 50 | 80 või 4 x 30 | 100 või 4 x 40 | 120 või 4 x 50 |
| 250 | 60 | 100 või 4 x 40 | 120 või 4 x 50 | 140 või 4 x 60 |
| 300 | 75 | 120 või 4 x 50 | 150 või 4 x 60 | 160 või 4 x 70 |
 Mahutid ja anumad:
Mahutid ja anumad:
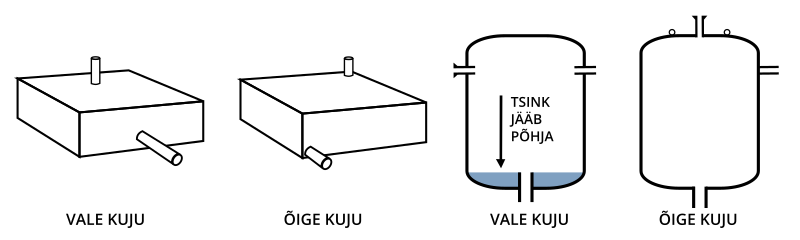
Mahutitel, kus nõutud on sisekülgede kuumtsinkimine, peavad avad võimaldama vedela tsingi kiire sisse- ja väljavoolu ning täieliku tühjenemise (ühe kuupmeetrise suletud ruumi kohta peab olema vähemalt 40-millimeetrise läbimõõduga ava).
Nõutud avade suurused on mahuti ruumalast sõltuvalt alljärgnevad:
| Mahtuvus liitrites | Ühe nõrgumisava Ø mm | Kahe nõrgumisava Ø mm | Tuulutusava Ø mm |
| 500 | 80 | 25 | |
| 1000 | 115 | 2×80 | 40 |
| 1500 | 140 | 2×100 | 45 |
| 2000 | 160 | 2×115 | 55 |
| 2500 | 175 | 2×125 | 60 |
| 3000 | 200 | 2×140 | 70 |
| 3500 | 225 | 2×150 | 75 |
| 4000 | 225 | 2×160 | 80 |
| 4500 | 240 | 2×170 | 85 |
| 5000 | 250 | 2×175 | 90 |
| 5500 | 265 | 2×185 | 95 |
| 6000 | 280 | 2×200 | 100 |
| 7000 | 300 | 2×220 | 110 |
| 8000 | 325 | 2×225 | 115 |
| 9000 | 350 | 2×240 | 120 |
| 10000 | 350 | 2×250 | 125 |