ТРЕБОВАТЬ ОТ ПОСТАВЩИКА СТАЛИ МАТЕРИАЛ, ХИМИЧЕСКИЙ СОСТАВ КОТОРОГО ПОДХОДИТ ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ. НЕ РИСКУЙТЕ КАЧЕСТВОМ!
Горячее цинкование можно провести на всех обычных углеродных и литых сталях, но результаты цинкования могут быть очень различны. К сожалению, при горячем цинковании между поверхностью стального изделия и цинковым слоем происходит определенный химический процесс, который сам по себе улучшает связь цинка с изделием, но значительно меняет химический состав использованной стали. В недавнем прошлом горячее цинкование у нас использовалось очень редко, многие покупатели материалов и производители даже не знают, сталь какого химического состава дает наилучшее качество оцинковки. Также восточные сталелитейные заводы не считают особо важным регулировать содержание таких добавок, как кремний и фосфор. К сожалению, именно эти химические элементы в значительной степени влияют на качество горячего цинкования. Поскольку кремний и фосфор являются легирующими элементами, необходимыми в стали, без них обойтись нельзя, но их содержание для достижения качественного цинкового слоя регулируется относительно точно.
Стали с низким содержанием кремния (Si < 0,03%) после горячего цинкования визуально имеют очень красивую, светлую блестящую поверхность, но достичь соответствующую требованиям EVS-EN ISO 1461 толщину цинкового слоя сложно.
Кроме низкого содержания кремния в стали необходимо учитывать также и содержание фосфора, а также способ фальцовки стального профиля.
Холоднокатаная сталь:
Si < 0,03% и Si + 2,5 x P < 0,04%
Для горячекатаной стали содержание кремния имеет еще большее значение, но содержание фосфора не так важно:
Si < 0,02% и Si + 2,5 x P < 0,09%
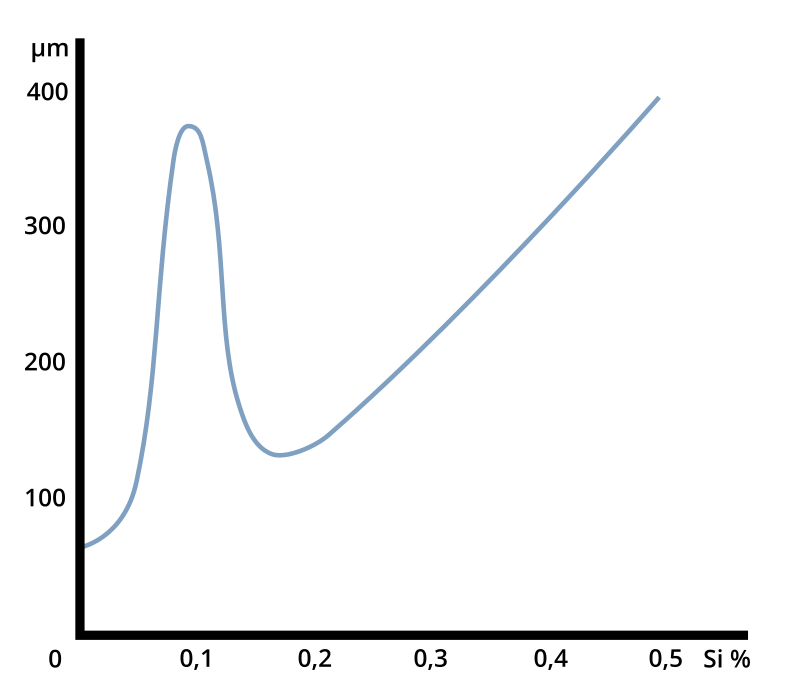
Если содержание кремния и фосфора превышает указанные выше пределы, сталь попадает в зону т.н. эффекта Санделина (см. график, Si < 0,15%).
Такую сталь невозможно оцинковать качественно — цинковый слой толстый, ломкий. Большая вероятность отслаивания.
Стали со средним содержанием кремния (Si = 0,15 — 0,22%) хорошо цинкуются, цинковый слой светло-серый, его толщина надежно обеспечивает представленные в EVS-EN ISO 1461 требования.
Стали с повышенным содержанием кремния (Si = 0,23 — 0,30%) можно использовать для получения сверхнормативной толщины цинкового слоя. Но нужно учитывать, что такая оцинкованная поверхность более хрупка, визуально темно-серая или пятнистая. При транспортировке и обращении необходимо бережное отношение.
Стали с содержанием кремния Si > 0,30% не подлежат горячему цинкованию. Цинковый слой сверхтолстый (больше 200 µм), неравномерный и хрупкий. Отслаивание слоя — вопрос времени.
Соотношение содержания кремния в стали и толщины цинкового покрытия: