ПРОЕКТИРОВЩИКИ И ПРОИЗВОДИТЕЛИ ДОЛЖНЫ ЗНАТЬ ОСОБЕННОСТИ ПРОХОДЯЩИХ ГОРЯЧЕЕ ЦИНКОВАНИЕ ИЗДЕЛИЙ, ПРИ НЕОБХОДИМОСТИ ПРОКОНСУЛЬТИРОВАТЬСЯ СО СПЕЦИАЛИСТАМИ ЦИНКОВОЧНОГО ЗАВОДА АО GALV-EST.
Габариты изделий:
Габариты цинкуемого изделия зависят от используемых в технологии ванн для обработки и цинковых ванн, завод Galv-Est рекомендует максимальные размеры изделия или сборочной единицы 1500 мм (ширина) х 2700 мм (высота) х 13500 мм (длина), максимальный вес 12 тонн. Более длинные изделия также можно цинковать, но в этом случае нужно предварительно уточнить у завода. Также необходимо учесть двукратное погружение изделия в горячий цинк, что не всегда допустимо. Также это влечет за собой дополнительные расходы.
Составные конструкции:
 Оптимальный результат дает изделие, спроектированное таким образом, где соединенные между собой оси массы и геометрической симметрии сборочной единицы совпадают, поскольку в процессе цинкования материалы увеличиваются в объеме, и неравномерное по времени линейное расширение может привести к искривлению изделия. Необходимо также избегать использовать в сборных профилях материалы со значительной разницей в толщине. Например, если соединить массивный профиль с прерывистым швом, который медленно нагревается, с легким профильным материалом, то последний, нагреваясь быстрее, приведет к искривлению изделия из-за линейного расширения, обычно эта деформация остается насовсем. Так, например, при горячем цинковании искривляются U-профили из-за более быстрого теплового расширения боковин коробки, но эти деформации относительно легко выравниваются.
Оптимальный результат дает изделие, спроектированное таким образом, где соединенные между собой оси массы и геометрической симметрии сборочной единицы совпадают, поскольку в процессе цинкования материалы увеличиваются в объеме, и неравномерное по времени линейное расширение может привести к искривлению изделия. Необходимо также избегать использовать в сборных профилях материалы со значительной разницей в толщине. Например, если соединить массивный профиль с прерывистым швом, который медленно нагревается, с легким профильным материалом, то последний, нагреваясь быстрее, приведет к искривлению изделия из-за линейного расширения, обычно эта деформация остается насовсем. Так, например, при горячем цинковании искривляются U-профили из-за более быстрого теплового расширения боковин коробки, но эти деформации относительно легко выравниваются.
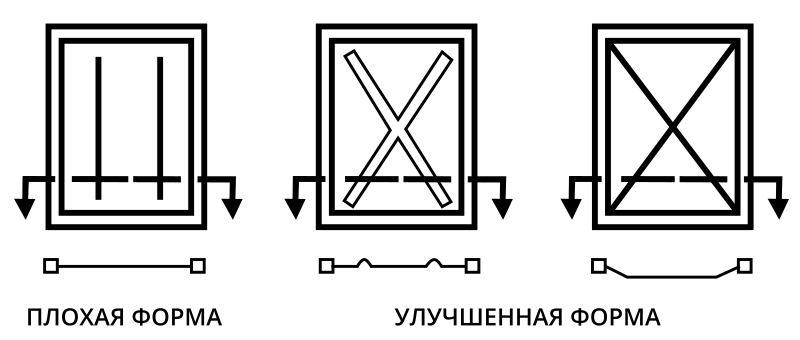
Во избежание деформации важно стабилизировать изделия даже из тонких листов. Оптимальный результат здесь дает укрепление при помощи сгибов, необходимо избегать использовать ребер жесткости из сварного стального профиля.
Пустотные конструкции:
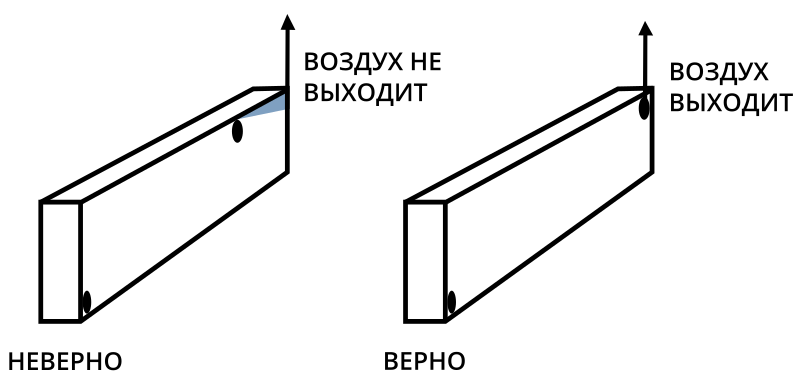
При горячем цинковании важно знать, что использование профилей с закрытыми полостями крайне опасно в процессе, поскольку обычно при погружении такого изделия в горячий цинк происходит его разрушение из-за быстрого расширения закрытого воздуха. Также важно, чтобы пустотные изделия имели отверстия для стекания цинка, что предотвратит расходование цинка и излишнее увеличение веса изделия. Детали без таких отверстий цинковать нельзя. По изложенным выше причинам в изделии проектируются соответствующие отверстия и отверстия для стекания цинка, их расположение зависит, прежде всего, от положения ванны для погружения.
Если это конструктивно возможно, отверстия для вентиляции нужно делать максимально большими.
Примеры для определения места расположения вентиляционных отверстий:
В верхней и нижней точке погружения всех полостей должно быть отверстие в соответствии со следующими рекомендациями:
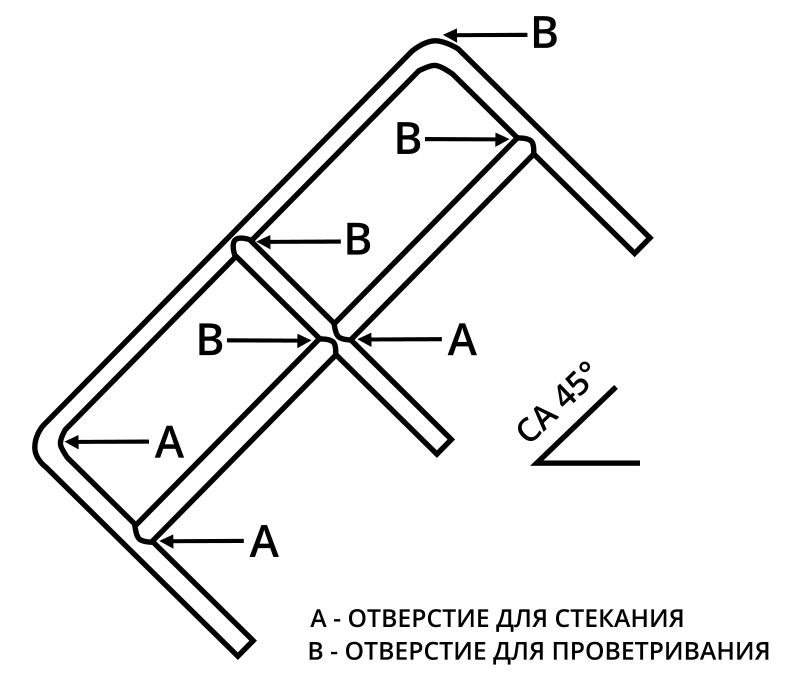
Таблица размеров отверстий для стекания и вентиляции для пустотных секций различного типа — рекомендуемые минимумы:
| Диаметр трубы мм | Длина трубы и диаметр отверстий мм | |||
| 3м | 6м | 9м | 12м | |
| 20 | 10 | концы открыты | концы открыты | концы открыты |
| 30 | 12 | концы открыты | концы открыты | концы открыты |
| 40 | 14 | 20 | концы открыты | концы открыты |
| 60 | 16 | 24 | 32 | концы открыты |
| 80 | 20 | 30 | 40 | 50 |
| 100 | 25 | 40 | 50 | 60 |
| 120 | 30 | 50 или 2 x 30 | 60 или 2 x 40 | 70 или 2 x 50 |
| 160 | 40 | 60 или 2 x 40 | 80 или 2 x 50 | 90 или 2 x 60 |
| 200 | 50 | 80 или 4 x 30 | 100 или 4 x 40 | 120 или 4 x 50 |
| 250 | 60 | 100 или 4 x 40 | 120 или 4 x 50 | 140 или 4 x 60 |
| 300 | 75 | 120 или 4 x 50 | 150 или 4 x 60 | 160 или 4 x 70 |
 Контейнеры и резервуары:
Контейнеры и резервуары:
Контейнеры, которые необходимо оцинковать изнутри, должны обеспечивать быстрое попадание и стекание цинка, а также полное их опустошение (на один кубический метр закрытого пространства должно быть отверстие диаметром не менее 40 мм).
Требуемые размеры отверстий в соответствии с объемом контейнера:
| Вместимость в литрах | Одно отверстие для стекания Ø мм | Два отверстия для стекания Ø мм | Отверстие для вентиляции Ø мм |
| 500 | 80 | 25 | |
| 1000 | 115 | 2×80 | 40 |
| 1500 | 140 | 2×100 | 45 |
| 2000 | 160 | 2×115 | 55 |
| 2500 | 175 | 2×125 | 60 |
| 3000 | 200 | 2×140 | 70 |
| 3500 | 225 | 2×150 | 75 |
| 4000 | 225 | 2×160 | 80 |
| 4500 | 240 | 2×170 | 85 |
| 5000 | 250 | 2×175 | 90 |
| 5500 | 265 | 2×185 | 95 |
| 6000 | 280 | 2×200 | 100 |
| 7000 | 300 | 2×220 | 110 |
| 8000 | 325 | 2×225 | 115 |
| 9000 | 350 | 2×240 | 120 |
| 10000 | 350 | 2×250 | 125 |