 Предварительно нужно знать, каким условиям окружающей среды должно соответствовать изделие и какой должна быть предполагаемая прочность поверхностного покрытия.
Предварительно нужно знать, каким условиям окружающей среды должно соответствовать изделие и какой должна быть предполагаемая прочность поверхностного покрытия.
Толщину цинкового слоя можно регулировать, выбирая сталь.
Как при покраске, так и при покрытии поверхности при помощи горячего цинкования важно знать, в каких климатических условиях и в какой среде будет находиться стальное изделие.
Приведенное ниже описание демонстрирует, как определить требования к антикоррозионной защите изделия, а также дает оценку прочности поверхностного покрытия.
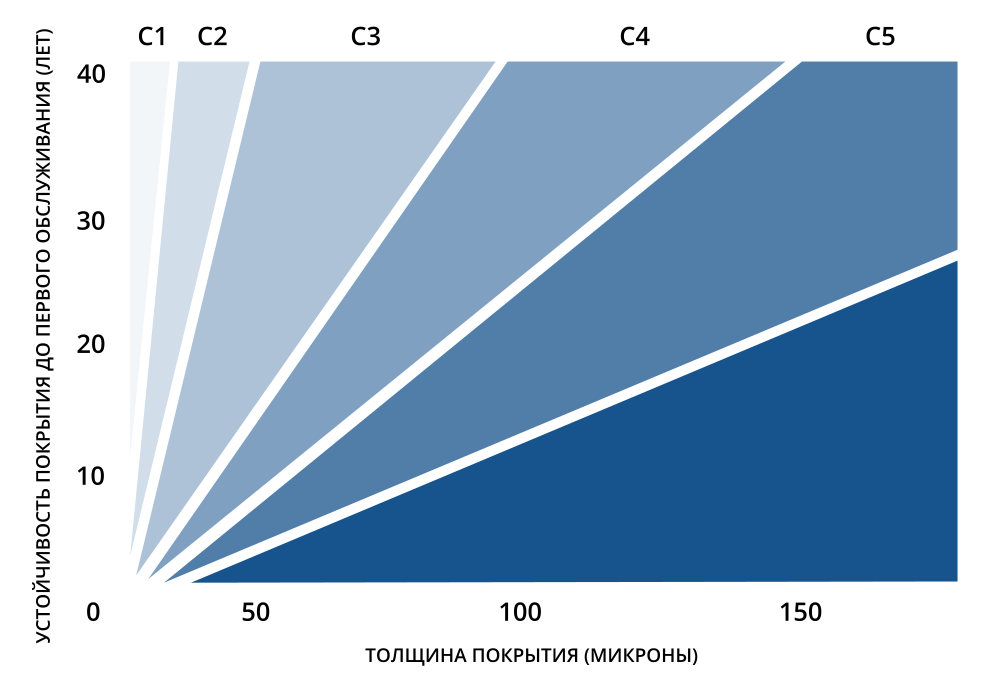
| ISO 14713 Категория коррозии | Типичная внешняя среда | Средняя ступень коррозии цинка µм/год | ISO 14713 Описание корродируемости |
| C1 | Отдельные горные области, сухие континентальные области | <0.1 | Очень низкая |
| C2 | Сухие области/земля/город, континентальные области — случайный конденсат | 0.1 — 0.7 | Низкая |
| C3 | Прибрежные зоны, континентальные области с высокой влажностью | 0.7 — 2 | Средняя |
| C4 | Приморские области (с небольшим ветром), плавательные бассейны | 2 — 4 | Высокая |
| C5 | Приморские зоны (прибой)/ ветер с земли | 4 — 8 | Очень высокая |